SAE AS3172A-2018
БОЛТ, МАШИННЫЙ - УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННЕЙ ШАЙБОЙ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, AMS5643 (UNS S17400), 140 KSI, .5000-20, UNJF-3A
- Стандартный №
- SAE AS3172A-2018
- Дата публикации
- 2018
- Разместил
- Society of Automotive Engineers (SAE)
- состояние
- быть заменен
- SAE AS3172B-2024
- Последняя версия
- SAE AS3172B-2024
- сфера применения
-
Обзор технических условий стандарта AS3172A
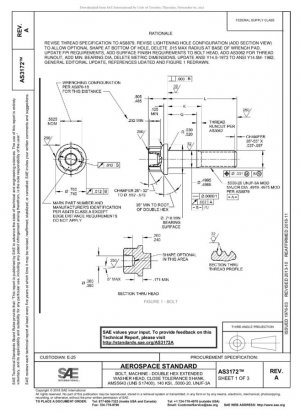
AS3172A — это стандарт для болтов аэрокосмической промышленности, разработанный SAE International. Он устанавливает технические требования к болтам с двойным шестигранником, удлиненной головкой шайбы и прецизионным диаметром вала. Впервые опубликованный в марте 1976 года, он был пересмотрен в октябре 2013 года и подтвержден в ноябре 2018 года, в настоящее время имеет версию A. Стандарт использует проекцию под третьим углом и поддерживается Комитетом E-25. Он подпадает под Федеральную классификацию поставок AS3172™.
Технические требования к материалам и анализ эксплуатационных характеристик
Стандарт определяет, что болты должны быть изготовлены из коррозионно-стойкого и жаропрочного сплава AMS5643, соответствующего номеру UNS S17400. Этот материал представляет собой дисперсионно-твердеющую нержавеющую сталь с отличным сочетанием прочности и вязкости и хорошей коррозионной стойкостью. Материал должен соответствовать минимальному требованию прочности на растяжение 140 кС/дюйм (приблизительно 965 МПа), чтобы гарантировать надежность в экстремальных условиях аэрокосмической отрасли.
Параметры производительности Технические требования Стандарты испытаний Значение применения Прочность на разрыв ≥140 KSI AMS5643 Обеспечение несущей способности конструкции Спецификация резьбы .5000-20 UNJF-3A AS8879 Высокоточная посадка резьбы Шероховатость поверхности 125 мкдюйм Ra ASME B46.1 Снижение концентрации напряжений Флуоресцентный капиллярный контроль Уровень чувствительности 2 ASTM E1417 Обнаружение дефектов поверхности
Анализ системы допусков размеров
Стандарт содержит подробные размерные параметры для 74 спецификаций, от AS3172-03 до AS3172-76, с длинами от 0,974 дюйма до 5,556 дюйма. Прецизионная конструкция диаметра вала обеспечивает точную посадку болтов во время сборки, снижая вибрацию и усталостные проблемы, вызванные зазором. Двойная шестигранная удлиненная головка шайбы обеспечивает большую площадь контакта гаечного ключа и лучшую передачу крутящего момента.
Производственный процесс и контроль качества
Стандарт требует, чтобы радиус на переходе между головкой и диаметром вала был холоднокатаным после термообработки для устранения визуальных следов шлифования или инструмента. Процесс холодной прокатки значительно повышает усталостную прочность и задерживает возникновение трещин за счет введения поверхностного сжимающего напряжения. Фаски кромок должны составлять 0,003-0,015 дюйма, чтобы избежать концентрации напряжений.
Требования к испытаниям и проверке
Контроль флуоресцентным проникающим веществом проводится в соответствии с ASTM E1417/E1417M Тип 1 с минимальным уровнем чувствительности 2 для обеспечения эффективного обнаружения поверхностных дефектов. Размеры и допуски соответствуют ANSI Y14.5M-1982, а проверка резьбы основана на AS3062.
Анализ технологического развития и обновлений стандартов
Основные обновления редакции 2013 года включают в себя: обновление спецификации резьбы до AS8879, оптимизацию структуры отверстия (добавление видов поперечного сечения для обеспечения дополнительных форм дна отверстия), удаление максимального радиуса 0,015 основания платформы гаечного ключа, обновленные требования к флуоресцентному проникающему контролю, добавлены требования к обработке поверхности головки болта, добавлен осмотр приработки резьбы AS3062, добавлен минимальный диаметр опоры, удалены метрические размеры, обновление ANSI Y14.5-1973 до ANSI Y14.5M-1982 и т. д.
Рекомендации по внедрению и руководство по применению
При использовании болтов AS3172A в аэрокосмическом производстве особые требования: Сертификация материала должна включать полный сертификат материала AMS5643; Контроль крутящего момента должен рассчитывать крутящий момент при установке на основе фактического коэффициента трения; Проверка установки требует использования соответствующего испытательного оборудования для подтверждения точности предварительной нагрузки; а Проверки технического обслуживания должны включать регулярные флуоресцентные проникающие испытания для выявления потенциальных усталостных трещин.
Типичный случай применения: система крепления авиационного двигателя
При установке корпуса вентилятора коммерческого авиационного двигателя болты AS3172A-45 были успешно использованы в критических соединениях. После 3000 часов стендовых испытаний и 2000 циклов испытаний на усталость все болты остались в отличном состоянии, не показав ослабления или трещин, что демонстрирует надежность этого стандартного болта в условиях высоких температур и высокой вибрации.
Требования к закупкам и обеспечению качества
Спецификации на закупку должны ссылаться на AS7474, чтобы гарантировать, что все болты соответствуют требованиям системы качества для аэрокосмической отрасли. Поставщики должны иметь соответствующие сертификаты NADCAP, особенно специальные сертификаты по термической обработке и флуоресцентному проникающему контролю. Для каждой партии продукции должен быть предоставлен полный отчет по проверке, включая химический анализ материала, испытание механических свойств, контроль размеров и отчет по неразрушающему контролю.
Распространенные проблемы и решения при внедрении стандарта
Распространенные проблемы при внедрении включают в себя: ненадлежащий контроль процесса холодной прокатки, приводящий к дефектам поверхности, недостаточная точность резьбы, влияющая на производительность фитинга, и шероховатость поверхности, превышающая стандарт, вызывающая концентрацию напряжений. Решения включают в себя: создание системы мониторинга параметров процесса, использование оптического измерительного оборудования для 100% контроля резьбы и внедрение статистического контроля процесса для обеспечения стабильности качества поверхности.
SAE AS3172A-2018 История
- 2024 SAE AS3172B-2024 Болт механический с двойным шестигранником и удлиненной головкой под шайбу, вал с жестким допуском AMS5643 (UNS S17400) 140 KSI .5000-20 UNJF-3A
- 2018 SAE AS3172A-2018 БОЛТ, МАШИННЫЙ - УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННЕЙ ШАЙБОЙ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, AMS5643 (UNS S17400), 140 KSI, .5000-20, UNJF-3A
- 2013 SAE AS3172A-2013 БОЛТ, МАШИННЫЙ - УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННЕЙ ШАЙБОЙ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, AMS5643 (UNS S17400), 140 KSI, .5000-20, UNJF-3A
- 2006 SAE AS3172-2006 БОЛТ, МАШИННЫЙ — УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННЫМИ ШАЙБАМИ, ХВОСТОВИК С ЖЕСТКИМИ ДОПУСКАМИ, AMS 5643, .500-20, UNJF-3A
- 2004 SAE AS3172-2-2004 AS3172 Стопорное кольцо
- 1976 SAE AS3172A-1976 Болт@ Станок — удлиненная головка с шайбой с двойным шестигранником@ Хвостовик с жестким допуском@ AMS 5643@ .500-20 UNJF-3A
- 1976 SAE AS3172-1976 Болт, машинный — удлиненная головка с шайбой с двойной шестигранной головкой, хвостовик с жестким допуском, AMS 5643, .500-20 UNJF-3A