SAE AS3580A-2019
БОЛТ МАШИННЫЙ — УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ ШАЙБОЙ, ХВОСТОВИК PD, UNS N07718 — 185 KSI
- Стандартный №
- SAE AS3580A-2019
- Дата публикации
- 2019
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS3580A-2019
- сфера применения
-
Анализ основных технических требований стандарта AS3580
AS3580 — это технический стандарт для болтов с двойной шестигранной головкой и удлиненными шайбами, разработанный SAE International для применения в аэрокосмической промышленности. Последняя редакция была выпущена в декабре 2019 года. Этот стандарт определяет полный набор технических требований к прецизионным болтам, изготовленным из жаропрочного сплава UNS N07718 и достигающим предела прочности на растяжение 185 кС/дюйм.
Свойства материала и эксплуатационные требования
Стандарт явно требует, чтобы материал болта соответствовал AMS 5662 и был изготовлен из UNS N07718 (Inconel 718), жаропрочного сплава на основе никеля. Этот материал сохраняет превосходные механические свойства и коррозионную стойкость в высокотемпературных средах, что делает его особенно подходящим для соединения авиационных двигателей и высокотемпературных компонентов.
Параметры производительности Технические требования Стандарты испытаний Прочность на растяжение ≥185 KSI (1275 МПа) ASTM E8 Предел текучести ≥150 KSI (1034 МПа) ASTM E8 Относительное удлинение ≥12% ASTM E8 Рабочая температура -423°F to 1300°F (-253°C to 704°C) AMS 5662
Конструкция и размеры
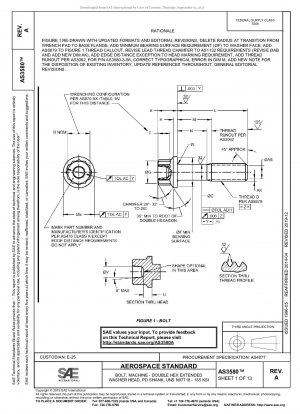
Болты AS3580 имеют уникальную двойную шестигранную удлиненную головку шайбы, обеспечивающую большую площадь контакта ключа и более равномерное распределение нагрузки. Конструкция хвостовика PD (хвостовик с предварительным натягом) обеспечивает точный контроль усилия зажима.
Основные размерные характеристики
Стандарт определяет девять размеров диаметра, от -3 (0.1900-32UNJF) до -12 (0.7500-16UNJF), с несколькими вариантами длины в пределах каждого размера. Минимальные требования к опорной поверхности (ØF) на торце шайбы обеспечивают надежное соединение. 0,040–0,060 дюйма
-4 0,2500-28UNJF-3A 0,3125 дюйма 0,060–0,080 дюйма -12 0,7500-16UNJF-3A 0,8125 дюйма 0,178–0,198 дюйма
Технические требования к резьбе
Серия резьбы UNJF (Unified National Fine) является стандартной с допусками 3A. Фаски на концах резьбы должны соответствовать AS1132 для обеспечения плавного входа резьбы и усталостной прочности.
Требования к обработке поверхности и качеству
Все поверхности должны иметь шероховатость 125 мкм дюймов Ra в соответствии с ASME B46.1. Острые кромки должны иметь фаску 0,003–0,015 дюйма для предотвращения концентрации напряжений. Накатка резьбы должна соответствовать требованиям к сбегу резьбы AS3062.
Характеристики закупки и идентификации
Номер детали имеет трехчастную структуру: AS3580-[код диаметра]-[код длины]. Код длины указывается в единицах по 1/16 дюйма. Например, AS3580-4-14 представляет болт диаметром 0,250 дюйма и длиной 0,875 дюйма.
Ключевые моменты пересмотра стандарта
Основные обновления пересмотра 2019 года включают в себя: удаление переходной дуги от плоскости ключа к базовому фланцу, добавление минимального требования к опорной поверхности для поверхности прокладки, обновление размера фаски конца резьбы и добавление исключения для краевого расстояния отметки головки.
Руководство по применению в аэрокосмической промышленности
Болты AS3580 широко используются в таких ответственных деталях, как авиационные двигатели, системы управления полетом и конструкции фюзеляжа. Их конструкция с двойной шестигранной головкой особенно подходит для монтажных сред с ограниченным пространством, обеспечивая лучший контакт ключа и возможности приложения крутящего момента.
Рекомендации по моменту затяжки при установке
Исходя из прочности материала 185KSI, рекомендуемый момент затяжки при установке необходимо рассчитывать и определять в соответствии с конкретной средой применения и требованиями к усилию зажима и, как правило, реализуется со ссылкой на стандарт крутящего момента AS4860.
Требования к обеспечению качества и контролю
Все болты должны проходить 100% размерный контроль, магнитопорошковую дефектоскопию или капиллярную дефектоскопию. Испытание на растяжение, испытание на твердость и контроль микроструктуры также требуются при массовом производстве для обеспечения соответствия требованиям к качеству в аэрокосмической отрасли.
Управление запасами и переходные механизмы
Стандарт позволяет продолжать закупать и использовать запасные части, изготовленные в соответствии со старой версией стандарта, до тех пор, пока они не будут исчерпаны, что обеспечивает разумный переходный период для производителей и пользователей.
Рекомендации по внедрению стандарта
1. Четко укажите номер версии стандарта AS3580A в договоре купли-продажи.
2. Установите строгую процедуру входного контроля, уделяя особое внимание проверке размеров подшипника на поверхности прокладки.
3. Проведите дополнительные испытания материалов для высокотемпературных применений.
4. Разработайте подробные процедуры процесса установки, чтобы гарантировать правильное значение крутящего момента.
5. Создайте комплексную систему учета прослеживаемости.
SAE AS3580A-2019 Ссылочный документ
- ASME B46.1 Текстура поверхности (шероховатость поверхности, волнистость и слой) (- 2009 г.)
- ASME Y14.36M Символы текстуры поверхности — метрическая версия
SAE AS3580A-2019 История
- 2019 SAE AS3580A-2019 БОЛТ МАШИННЫЙ — УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ ШАЙБОЙ, ХВОСТОВИК PD, UNS N07718 — 185 KSI
- 2014 SAE AS3580-2014 БОЛТ МАШИННЫЙ — ДВОЙНАЯ ШЕСТИГРАННАЯ ГОЛОВКА, ХВОСТОВИК PD, UNS N07718 — 185 KSI
- 1996 SAE AS3580-1996 БОЛТ@ МАШИНА — ДВОЙНАЯ ШЕСТИГРАННАЯ ГОЛОВКА@ ХВОСТОВИК PD@ UNS N07718 — 185 KSI