SAE AS9712B-2020
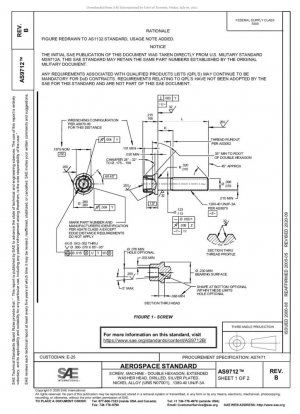
ВИНТ СТАНОЧНЫЙ - ДВОЙНОЙ ШЕСТИГРАННИК, С УДЛИНЕННОЙ ГОЛОВКОЙ С ШАЙБОЙ, СВЕРЛЕННЫЙ, ПОСЕРЕБРЕННЫЙ, НИКЕЛЕВЫЙ СПЛАВ (UNS N07001), .1380-40 UNJF-3A
- Стандартный №
- SAE AS9712B-2020
- Дата публикации
- 2020
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS9712B-2020
- сфера применения
-
Обзор стандарта AS9712B и техническая база
AS9712B — это технический стандарт, разработанный SAE International для винтов с двойной шестигранной удлиненной головкой с шайбой, предназначенных для аэрокосмической промышленности, основанный на военном стандарте США MS9712A. Впервые опубликованный в августе 2000 года, он был утвержден в мае 2005 года и пересмотрен в сентябре 2020 года, в настоящее время в третьем издании. Стандарт в первую очередь определяет требования к производству прецизионных авиационных винтов из никелевого сплава и посеребрения, подходящих для ответственных соединений в высокотемпературных коррозионных средах.
Свойства материала и требования к эксплуатационным характеристикам
Стандарт определяет использование никелевого сплава UNS N07001, который соответствует требованиям AMS5708. Этот сплав обеспечивает превосходную коррозионную стойкость и высокотемпературную прочность, сохраняя хорошие механические свойства ниже 650 °C. Химический состав материала основан на никеле с добавлением легирующих элементов, таких как хром и молибден, для формирования стабильной аустенитной структуры.
Показатели производительности Технические требования Методы испытаний Значение применения Прочность на растяжение ≥1300 МПа ASTM E8 Обеспечивает высокую несущую способность Предел текучести ≥1030 МПа ASTM E8 Предотвращает пластическую деформацию Относительное удлинение ≥8% ASTM E8 Обеспечение соответствующей прочности Твердость HRC 34-42 ASTM E18 Сбалансированная прочность и усталостная стойкость
Точность и геометрия резьбы
Стандартная спецификация резьбы — .1380-40 UNJF-3A. Серия UNJF (Unified National Fine Jet) — это мелкая резьба, специально разработанная для аэрокосмической промышленности, обеспечивающая большую площадь растяжения и более высокую усталостную стойкость. Класс точности 3A обеспечивает точную посадку резьбы и снижает риск ослабления.
Двойная шестигранная головка обеспечивает улучшенный контакт ключа и эффективность передачи крутящего момента, а удлиненная головка шайбы увеличивает несущую площадь, что делает ее особенно подходящей для композитных конструкций и соединений тонких пластин. Процесс холодной прокатки головки исключает следы шлифования или инструмента, продлевая усталостную долговечность.
Требования к обработке поверхности и гальванопокрытию
Толщина серебряного покрытия контролируется в пределах 0,0002–0,0006 дюйма (по диаметру шага резьбы), что соответствует спецификациям AMS2411. Серебряное покрытие обеспечивает отличную проводимость и противозадирные свойства, сохраняя хорошие смазывающие свойства даже в условиях высоких температур. Все размеры указываются после нанесения покрытия для обеспечения точности сборки.
Параметры покрытия Технические требования Точки контроля качества Методы испытаний Толщина покрытия 0,0002–0,0006 дюйма Измерение на диаметре шага резьбы Метод рентгенофлуоресценции Адгезия Отсутствие отслоения и образования пузырьков Проверка после испытания на тепловой удар ASTM B571 Пористость ≤3 поры/см² Испытание парами азотной кислоты ASTM B735 Водородная хрупкость 200 часов без сбоев Испытание при постоянной нагрузке ASTM F519
Требования к контролю качества и инспекции
Стандарт требует проведения флуоресцентного проникающего контроля перед нанесением покрытия в соответствии с ASTM E1417/E1417M Тип 1 с уровнем чувствительности не ниже Класса 2. Требование к шероховатости поверхности составляет 125 микродюймов Ra в соответствии с ASME B46.1. Все острые края должны иметь фаску 0,003–0,015 дюйма для предотвращения концентрации напряжений.
Переходная область от головки к стержню должна быть холоднокатаной (за исключением размеров -10 и меньше) для полного устранения следов обработки. Концы резьбы должны иметь минимальный угол 35° к впадине для обеспечения плавной передачи нагрузки.
Выбор серии размеров и спецификаций
Стандарт предусматривает полную серию размеров из 21 спецификации от MS9712-02 до MS9712-22, с длиной от 0,240 дюйма до 1,510 дюйма и весом от 0,29 фунта/100 штук до 0,72 фунта/100 штук. Каждая спецификация имеет четкие допуски длины и требования к толщине головки.
Номер детали Длина L (дюймы) Толщина головки K (дюймы) Примерный вес (фунты/100 шт.) Применение MS9712-02 0,240–0,260 0,058–0,078 0,29 Соединение тонкой пластины MS9712-08 0,615–0,635 0,058–0,099 0,42 Стандартная конструкция MS9712-15 1,052–1,072 0,476–0,536 0,57 Соединение с толстой пластиной MS9712-22 1,490–1,510 0,914–0,974 0,72 Специальное удлинение
Стандарт Предложения по внедрению и примеры применения
В аэрокосмической промышленности винты AS9712B широко используются во вспомогательных агрегатах двигателей, системах управления и конструкциях планера. Для соединения панелей гондолы двигателя коммерческого самолета используются винты MS9712-12, которые прошли 2000 часов летных испытаний без ослабления или коррозионного разрушения.
Рекомендации по моменту затяжки при установке: Для никелевых сплавов рекомендуемый момент затяжки составляет 25-30 фунт-сила-дюйм с использованием калиброванного динамометрического ключа для обеспечения точности. Рекомендуется использовать специальную двухшестигранную розетку, чтобы избежать повреждения радиуса головки.
Проверки при техническом обслуживании: Проводите визуальный осмотр каждые 500 летных часов, уделяя особое внимание состоянию покрытия и четкости маркировки головки. Выполняйте проверку крутящего момента каждые 2000 летных часов, и падение крутящего момента не должно превышать 20% от первоначального значения.
Развитие технологий и сравнение стандартов
По сравнению с предыдущей версией, AS9712B в первую очередь обновляет формат чертежей для соответствия стандарту AS1132 и добавляет инструкции по применению. По сравнению с аналогичным стандартом AS9705 (нержавеющая сталь) этот стандарт предлагает значительные преимущества в условиях высоких температур, но при более высокой стоимости.
Главным отличием от военного стандарта MS9712A является устранение требования QPL (Список квалифицированных продуктов), но контракты с Министерством обороны по-прежнему могут регулироваться исходным военным стандартом. Версия SAE делает больший акцент на универсальности и международной применимости технических требований.
Будущие тенденции развития включают: более экологичные альтернативы покрытия, интеллектуальные винты со встроенными датчиками и технологию прогнозирования срока службы на основе цифровых двойников. Эти нововведения еще больше повысят надежность и ремонтопригодность авиационных креплений.
SAE AS9712B-2020 Ссылочный документ
- AS 7471 Австралийские железные дороги. Средства индивидуальной защиты. Минимальные требования.
- ASME B46.1 Текстура поверхности (шероховатость поверхности, волнистость и слой) (- 2009 г.)
- ASME Y14.36M Символы текстуры поверхности — метрическая версия
- ASTM E1417 Стандартная практика проведения капиллярного контроля
SAE AS9712B-2020 История
- 2020 SAE AS9712B-2020 ВИНТ СТАНОЧНЫЙ - ДВОЙНОЙ ШЕСТИГРАННИК, С УДЛИНЕННОЙ ГОЛОВКОЙ С ШАЙБОЙ, СВЕРЛЕННЫЙ, ПОСЕРЕБРЕННЫЙ, НИКЕЛЕВЫЙ СПЛАВ (UNS N07001), .1380-40 UNJF-3A
- 2014 SAE AS9712A-2014 ВИНТ СТАНОЧНЫЙ - ДВОЙНОЙ ШЕСТИГРАННИК, С УДЛИНЕННОЙ ГОЛОВКОЙ С ШАЙБОЙ, СВЕРЛЕННЫЙ, ПОСЕРЕБРЕННЫЙ, НИКЕЛЕВЫЙ СПЛАВ (UNS N07001), .1380-40 UNJF-3A
- 2005 SAE AS9712-2005 ВИНТ СТАНОЧНЫЙ - ДВОЙНОЙ ШЕСТИГРАННИК, С УДЛИНЕННОЙ ШАЙБОЙ ГОЛОВКОЙ, СВЕРЛЕННЫЙ, ПОСЕРЕБРЕННЫЙ, КОРРОЗИОННАЯ И ЖАРОСТОЙКАЯ СТАЛЬ, .138-40 UNJF-3A
- 2000 SAE AS9712-2000 Винт, машинный - двойной шестигранник, с удлиненной головкой с шайбой, просверленный, посеребренный, коррозионно- и жаропрочная сталь, .138-40 UNJF-3A FSC 5306