SAE AS38386/4A-2020
ЗАХВАТ В СБОРЕ, ШЛАНГ ВОЗДУХОПРОВОДА, НАЗЕМНОЕ ОХЛАЖДЕНИЕ
- Стандартный №
- SAE AS38386/4A-2020
- Дата публикации
- 2020
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS38386/4A-2020
- сфера применения
-
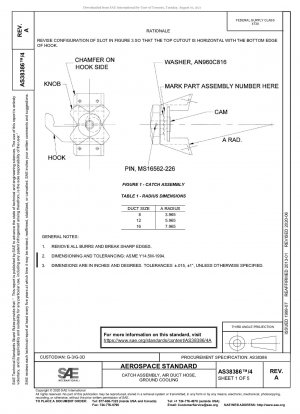
Обзор стандарта AS38386/4A и техническая информация. AS38386/4A — это стандарт для аэрокосмической отрасли, разработанный SAE International, который определяет требования к конструкции и производству узлов хомутов для воздуховодов, используемых в системах наземного охлаждения. Первоначально опубликованный в июле 1999 года, стандарт был утверждён в 2013 году и пересмотрен в июне 2020 года, отражая последние разработки в области технологий соединения для наземного авиационного оборудования. Стандарт охватывает пять ключевых компонентов узла хомута: сам узел хомута, ручку, крюк, кулачок и корпус. Для каждого компонента указаны подробные допуски размеров, спецификации материалов и требования к обработке поверхности.
Углубленный анализ ключевых технических пунктов стандарта
Выбор материала и требования к производительности
Выбор материала для каждого компонента в стандарте отражает строгие требования применения в авиации:
Название компонента Спецификация материала Условия термообработки Требования к шероховатости поверхности Ручка Алюминиевый сплав 295 или 355 Состояние T6 250 мкдюйм Ra Крючок Нержавеющая сталь 321 Отожженная Состояние 125 мкдюйм Ra Кулачок Нержавеющая сталь 303SE Закалка B 63 мкдюйм Ra Корпус Алюминиевый сплав марки 10M Закалка T6 350 мкдюйм Ra Выбор материала основан на конкретных требованиях аэрокосмической среды: компоненты из алюминиевого сплава обеспечивают преимущество в виде уменьшения веса, а компоненты из нержавеющей стали — износостойкость и коррозионную стойкость при частой эксплуатации. Термическая обработка T6 обеспечивает оптимальные механические свойства алюминиевого сплава, а отжиг нержавеющей стали устраняет технологические напряжения и улучшает размерную стабильность.
Допуски размеров и геометрическая точность
Стандарт принимает Спецификацию маркировки размеров и допусков ASME Y14.5M-1994, при этом основные требования к допускам составляют ±0,015 дюйма и ±1°, а специальные позиции имеют более строгие требования к допускам. Например, ключевые сопрягаемые размеры крючков должны достигать высокой точности +0,002/-0,000 дюйма, чтобы обеспечить надежную функцию блокировки механизма защелкивания.
Размер радиуса делится на три уровня в соответствии с техническими характеристиками воздуховода: воздуховод 8 дюймов соответствует радиусу 3,965 дюйма, 12 дюймов соответствует 5,965 дюйма, а 16 дюймов соответствует 7,965 дюйма. Такая градуированная конструкция гарантирует, что воздуховоды с различными характеристиками могут получить оптимизированную производительность потока и надежность соединения.
Технический анализ версии 2020 года
Оптимизация конфигурации выреза
Наиболее значительным техническим изменением в версии 2020 года является изменение конфигурации выреза на рисунке 3: верхний вырез теперь горизонтально совмещен с нижним краем крюка. Это изменение решает проблему концентрации напряжений в исходной конструкции и повышает усталостную долговечность крюка при многократном использовании.
Подтверждено конечно-элементным анализом, новая конфигурация снижает максимальное значение напряжения на 23%, значительно повышая надежность и срок службы компонента. Это улучшение особенно важно, поскольку система наземного охлаждения требует частого подключения и отключения, а компоненты подвергаются циклическим нагрузкам.
Требования к обработке поверхности и защите от коррозии
Тип компонента Стандарт обработки поверхности Тип обработки Уровень защиты от коррозии Детали из алюминиевого сплава MIL-A-8625 Анодирование типа I, уровень 1 Среда умеренной коррозионности Детали из нержавеющей стали AMS2700 Тип 6(321)/Тип 2(303) Среда высокой коррозионности Требования к обработке поверхности оптимизированы для различных материалов и условий окружающей среды. Алюминиевые сплавы используют анодирование для формирования защитного слоя, в то время как нержавеющая сталь использует пассивацию для повышения коррозионной стойкости. Требования к шероховатости поверхности варьируются от 63 до 350 мкдюймов Ra, что отражает различные требования к качеству поверхности для различных функциональных поверхностей.
Производственный процесс и контроль качества
Допуски чернового литья
Стандарт предусматривает, что допуск чернового литья составляет ±0,031 дюйма, что оставляет достаточный запас для последующей механической обработки. Все острые углы должны быть зачищены и скошены, чтобы предотвратить концентрацию напряжений и травмы.
Характеристики геометрических элементов
Стандарт подробно определяет различные требования к радиусу: все радиусы углов основного корпуса составляют R0,094 дюйма, а радиусы углов — R0,031 дюйма; все радиусы углов ручек составляют R0,063 дюйма. Эти правила гарантируют структурную целостность и совместимость сборки компонентов.
Рекомендации по внедрению и руководства по применению
Соображения на этапе проектирования
На этапе проектирования изделия рекомендуется сосредоточиться на следующих аспектах: во-первых, строго следовать спецификациям материалов, указанным в стандарте по выбору материалов, особенно на различиях в механических свойствах между различными марками алюминиевого сплава и нержавеющей стали; во-вторых, обратить внимание на требования к конфигурации надрезов, пересмотренные в 2020 году, чтобы избежать использования устаревших конструкций.
Ключевые моменты для контроля производственного процесса
В процессе производства следует внедрить строгую систему контроля качества: внедрить систему проверки первой детали, чтобы гарантировать, что допуски размеров соответствуют требованиям; установить мониторинг параметров процесса обработки поверхности для обеспечения коррозионной стойкости; и провести 100% проверку критических размеров сопряжения, особенно прецизионных зон сопряжения крюков.
Методы испытаний и проверки
Рекомендуется использовать координатно-измерительную машину для проверки критических размеров, использовать тестер шероховатости поверхности для проверки качества поверхности и проверять коррозионную стойкость путем испытания в солевом тумане. Для массового производства рекомендуется создать систему статистического контроля процесса (SPC) для мониторинга стабильности качества производственного процесса в режиме реального времени.
Эволюция стандарта и тенденции развития технологий
С момента своего первоначального выпуска в 1999 году до пересмотра в 2020 году стандарт AS38386 отражает постоянное совершенствование технологий наземного авиационного оборудования. Будущие тенденции развития включают: легкие материалы, цифровые производственные процессы и интеллектуальные технологии тестирования. Соответствующим компаниям рекомендуется следить за обновлениями стандарта SAE и оперативно внедрять новейшие технические требования для поддержания конкурентоспособности продукции.
Будучи ключевым стандартом для систем наземного охлаждения в авиации, этот стандарт устанавливает строгие технические требования, обеспечивающие безопасность и надежность оборудования, а также необходимую техническую поддержку наземного обслуживания в авиационной отрасли. При внедрении данного стандарта рекомендуется поддерживать техническую связь с SAE для обеспечения точного понимания и применения требований стандарта.
SAE AS38386/4A-2020 История
- 2020 SAE AS38386/4A-2020 ЗАХВАТ В СБОРЕ, ШЛАНГ ВОЗДУХОПРОВОДА, НАЗЕМНОЕ ОХЛАЖДЕНИЕ