SAE AS9361B-2019
ГАЙКА, ПРОСТАЯ, ШЕСТИГРАННАЯ, ПРОВЕРОЧНАЯ, UNS S66286 130 KSI МИН.
- Стандартный №
- SAE AS9361B-2019
- Дата публикации
- 2019
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS9361B-2019
- сфера применения
-
Анализ технической структуры стандарта AS9361B
AS9361B — технический стандарт для шестигранных самостопорящихся гаек, предназначенных для аэрокосмической промышленности, разработанный SAE International. Его предшественником является военный стандарт США MS9361C. Впервые опубликованный в 1999 году, он был пересмотрен в 2013 году и подтвержден в 2019 году, в настоящее время сохраняя свой статус Rev. B. Стандарт в первую очередь определяет технические требования к стандартным шестигранным гайкам с контрольными признаками, изготовленным из жаропрочного сплава UNS S66286 с минимальной прочностью на растяжение 130 ksi.
Свойства материала и требования к обработке
Стандарт явно предусматривает, что материал гайки должен соответствовать спецификациям AMS5732 или AMS5737, в частности, жаропрочный сплав UNS S66286. Этот жаропрочный сплав на основе никеля обладает превосходной коррозионной стойкостью и жаропрочностью, выдерживая температуру до 650 °C. Он особенно подходит для крепёжных соединений в авиационных двигателях и высокотемпературных средах.
Индекс производительности UNS S66286 Обычная нержавеющая сталь Преимущества высокотемпературного сплава Прочность на разрыв ≥130 ksi 75-95 ksi Сохранение высокотемпературной прочности >80% Рабочая температура 650 °C 400 °C Отличная стойкость к окислению Стойкость к коррозии Отличная стойкость в кислой среде Окружающая среда Общие сведения Пассивация азотной кислотой Система размеров и спецификация резьбы
Стандарт охватывает 12 серий размеров гаек от #8 до 1 дюйма, все с использованием системы прецизионной резьбы UNJF-3B. Резьба UNJF (Unified National Fine) — это мелкая резьба, специально разработанная для аэрокосмической промышленности. Она отличается большим радиусом впадины и на 25–30 % более высокой усталостной прочностью, чем стандартная резьба UN.
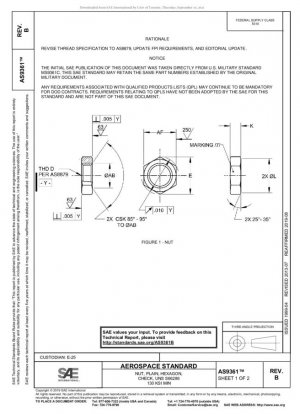
Ключевые размерные параметры включают ширину под ключ (AF), высоту (E), диаметр контрольного отверстия (AB) и глубину (L). Все размерные допуски строго соответствуют стандарту ANSI Y14.5M-1982 для геометрических размеров и допусков, что обеспечивает взаимозаменяемость и точность сборки.
Требования к контролю качества и инспекции
Спецификации обработки поверхности
Стандарт требует, чтобы все готовые детали были обезжирены и погружены в водный раствор азотной кислоты 1:9 при комнатной температуре не менее чем на 20 минут. Эта пассивирующая обработка образует плотную защитную пленку из оксида хрома на поверхности сплава UNS S66286, значительно повышая коррозионную стойкость.
Стандарты неразрушающего контроля
Флуоресцентный капиллярный контроль (FPI) должен выполняться в соответствии с ASTM E1417/E1417M Тип 1 с уровнем чувствительности не менее класса 2. Также необходимо соблюдать AS5447, спецификацию капиллярного контроля в аэрокосмической отрасли, для обеспечения надежного обнаружения дефектов поверхности.
Метод обнаружения Стандартная основа Требование чувствительности Применимый тип дефекта Флуоресцентный капиллярный контроль ASTM E1417/E1417M Уровень 2 минимум Поверхностные трещины, поры Размерный контроль ANSI Y14.5M-1982 Точность уровня 3 Геометрическое отклонение размеров Сертификация материала AMS5732/5737 Полный список Испытания Состав и свойства материалов Развитие стандарта и технические обновления
В редакции 2019 года представлены важные обновления: спецификации резьбы обновлены в соответствии с AS8879, обновлены требования к флуоресцентному проникающему контролю и внесены редакционные правки. Эти изменения отражают меняющиеся требования аэрокосмической отрасли к надежности крепежных изделий.
Примечательно, что, хотя этот стандарт SAE основан на военном стандарте MS9361C, он не включает требование списка квалифицированных изделий (QPL) из исходного военного стандарта. Хотя требование QPL может оставаться обязательным для контрактов Министерства обороны, оно не является частью стандарта SAE.
Рекомендации по внедрению и применению
Рекомендации по проектированию и выбору
При выборе гаек AS9361B для аэрокосмической промышленности ключевыми факторами являются рабочая температура окружающей среды, условия вибрационной нагрузки, типы коррозионных сред и ограничения пространства для установки. Для высокотемпературных компонентов двигателя предпочтительной спецификацией материала является UNS S66286.
Контроль производственного процесса
Сырьевые материалы должны быть сертифицированы в соответствии с AMS5732 или AMS5737, а процессы термообработки должны быть строго документированы. Нарезание резьбы должно выполняться после маркировки материала для обеспечения прослеживаемости. Флуоресцентный контроль должен проводиться после окончательной термообработки, чтобы не пропустить микротрещины, вызванные термообработкой.
Ключевые моменты проверки качества
Входной контроль должен включать проверку сертификации материала, комплексную размерную проверку, проверку точности резьбы, проверку качества отделки поверхности и рассмотрение отчетов по капиллярному контролю. Для обеспечения однородности партии необходимо регулярно проводить отбор проб и испытания механических свойств.
Значение стандартизации и влияние на отрасль
Разработка и внедрение стандарта AS9361B унифицировали технические требования к шестигранным самостопорящимся гайкам для высокотемпературных сред в аэрокосмической отрасли, улучшив взаимозаменяемость и надежность деталей. Приняв международно признанные технические спецификации, он способствовал интеграции и сотрудничеству в глобальной цепочке поставок аэрокосмической отрасли.
Этот стандарт вместе со стандартом резьбы AS8879 и стандартом капиллярного контроля AS5447 представляет собой полную техническую систему для аэрокосмических крепежных деталей, обеспечивая всеобъемлющую техническую основу для проектирования, производства и контроля. С появлением новых материалов и новых процессов стандарт будет продолжать развиваться в будущем, чтобы соответствовать более высоким требованиям к эксплуатационным характеристикам в аэрокосмической отрасли.
SAE AS9361B-2019 Ссылочный документ
- ASME B46.1 Текстура поверхности (шероховатость поверхности, волнистость и слой) (- 2009 г.)
- ASME Y14.36M Символы текстуры поверхности — метрическая версия
- ASTM E1 Стандартные спецификации для термометров ASTM
SAE AS9361B-2019 История
- 2019 SAE AS9361B-2019 ГАЙКА, ПРОСТАЯ, ШЕСТИГРАННАЯ, ПРОВЕРОЧНАЯ, UNS S66286 130 KSI МИН.
- 2013 SAE AS9361B-2013 ГАЙКА@ ОБЫЧНАЯ@ ШЕСТИГРАННИК@ ПРОВЕРКА@ UNS S66286 130 KSI МИН.
- 2007 SAE AS9361A-2007 ГАЙКА, ПРОСТАЯ, ШЕСТИГРАННАЯ, ПРОВЕРОЧНАЯ, UNS S66286 130 KSI МИН.
- 2002 SAE AS9361A-2002 ГАЙКА@ ОБЫЧНАЯ@ ШЕСТИГРАННИК@ ПРОВЕРКА@ UNS S66286 130 KSI МИН.
- 2002 SAE AS9361-2002 ГАЙКА@ ОБЫЧНАЯ@ ШЕСТИГРАННИК@ ПРОВЕРКА@ UNS S66286 130 KSI МИН.
- 1999 SAE AS9361-1999 Гайка@ гладкая@ шестигранная@ Check-A-286