SAE AS91601C-2019
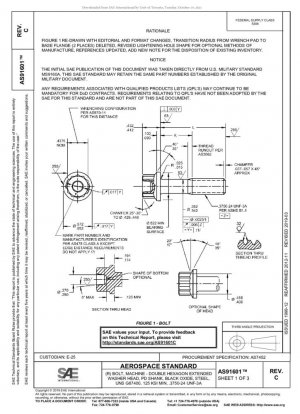
БОЛТ@ МАШИНА — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ ШАЙБОЙ УДЛИНЕННАЯ@ ХВОСТОВИК PD@ ЧЕРНЫЙ ОКИС@ СТАЛЬ@ UNS G87400@ 125 KSI MIN@ .3750-24 UNF-3A
- Стандартный №
- SAE AS91601C-2019
- Дата публикации
- 2019
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS91601C-2019
- сфера применения
-
Обзор стандарта AS91601C и техническая база
AS91601C — специализированный стандарт для болтов для аэрокосмической промышленности, разработанный SAE International на основе военного стандарта США MS9160A. Последний пересмотр состоялся в марте 2019 года. Этот стандарт определяет технические требования к болтам с удлиненной головкой под шайбу с двойным шестигранником и конструкцией неполного стержня (стержня PD), которые в основном используются в ответственных соединениях в аэрокосмической промышленности.
Анализ основных технических требований стандарта
Характеристики материалов
Стандарт определяет, что болты должны быть изготовлены из низколегированной стали UNS G87400, соответствующей требованиям AMS6322. Эта сталь обладает превосходным соотношением прочности к массе и усталостной стойкостью, с минимальным пределом прочности на разрыв 125 ksi (приблизительно 862 МПа), что соответствует высоким требованиям к прочности, предъявляемым к деталям в аэрокосмической отрасли. Стандарт содержит полную таблицу допусков размеров, охватывающую 51 артикул, от MS9160-06 до MS9160-56. Допуск по длине L составляет ±0,010 дюйма, а по ключевому размеру K (расстояние между резьбой и головкой) – ±0,030 дюйма, что соответствует высоким требованиям к точности крепежа для аэрокосмической отрасли.
Категория параметров Требования к допускам Метод испытаний Применимый стандарт Размер длины L ±0,010 дюйма Оптическое измерение ANSI Y14.5M Расстояние от резьбы до головки K ±0,030 дюйма Координатное измерение ASME B46.1 Шероховатость поверхности 125 мкм Ra Профилировщик поверхности ASTM E1444 Производственный процесс и контроль качества
Требования к обработке поверхности
Стандарт требует, чтобы болты были обработаны черной оксидной пленкой в соответствии с AMS2485. Эта обработка не только обеспечивает отличную коррозионную стойкость, но и сохраняет размерную стабильность, предотвращая водородное охрупчивание.
Критерии контроля и приемки
Магнитно-порошковый контроль проводится в соответствии с ASTM E1444/E1444M, чтобы гарантировать отсутствие поверхностных и подповерхностных дефектов на болтах. Для болтов размером от MS9160-06 до MS9160-19 база данных Z (диаметр шага резьбы) заменяет базу данных Y. Это специальное требование отражает дифференцированные стратегии контроля качества для различных спецификаций продукции.
Развитие технологий и сравнительный анализ стандартов
В ходе развития технологий от MS9160A до AS91601C были внесены следующие важные усовершенствования: изменение радиуса перехода от лыски под ключ к основанию, оптимизация облегченной формы отверстия для соответствия различным методам производства и дополнение существующих инструкций по обработке запасов.
Версия Основные улучшения Время внедрения Техническое влияние MS9160A Исходный военный стандарт До 1999 г. Установление основных спецификаций AS91601B Стандартизация идентификации материалов 2012 г. Улучшение прослеживаемости качества AS91601C Оптимизация производственного процесса 2019 г. Стоимость производства Сокращение Рекомендации по внедрению и руководство по применению
Рекомендации по проектированию и выбору
При проектировании аэрокосмического оборудования рекомендуется выбирать соответствующие спецификации болтов на основе нагрузочных характеристик соединения. Для динамически нагруженных областей следует отдавать предпочтение промежуточным спецификациям болтов, таким как серии MS9160-20 - MS9160-35. Эти спецификации обеспечивают наилучший баланс между прочностью и весом.
Ключевые моменты контроля качества
Особенности при внедрении: Фаски кромок должны быть от 0,003 до 0,015 дюйма, символы фактуры поверхности должны соответствовать стандарту ASME Y14.36M, а неназначенные номера деталей запрещены. Для деталей со склада до внесения поправок покупка и использование разрешены до исчерпания запасов, что обеспечивает плавный переход к стандарту.
Стратегия технического обслуживания и замены
Рекомендуется план профилактической замены, основанный на летных часах. Для болтов в критических зонах профилактическая замена рекомендуется по истечении 75% их проектного срока службы. Также необходима комплексная система прослеживаемости качества, чтобы гарантировать, что каждый болт можно проследить вплоть до партии сырья и производственного процесса.
Значение стандартизации и влияние на отрасль
Внедрение AS91601C оказало глубокое влияние на аэрокосмическую промышленность. Стандартизируя технические требования и стандарты контроля, он улучшил взаимозаменяемость компонентов и снизил затраты на закупки и складские запасы. Кроме того, стандарт обеспечивает четкую техническую основу для сертификации поставщиков, способствуя повышению качества по всей цепочке поставок.
Двухдорожечная метрическая и имперская система размеров стандарта отвечает потребностям традиционного аэрокосмического производства США, одновременно способствуя международному сотрудничеству. В частности, четкое определение размера резьбы .3750-24 UNF-3A обеспечивает совместимость с существующими системами оборудования.
SAE AS91601C-2019 История
- 2019 SAE AS91601C-2019 БОЛТ@ МАШИНА — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ ШАЙБОЙ УДЛИНЕННАЯ@ ХВОСТОВИК PD@ ЧЕРНЫЙ ОКИС@ СТАЛЬ@ UNS G87400@ 125 KSI MIN@ .3750-24 UNF-3A
- 2012 SAE AS91601B-2012 БОЛТ, МАШИННЫЙ – ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, ХВОСТОВИК PD, ЧЕРНЫЙ ОКИС, СТАЛЬ, UNS G87400, 125 KSI MIN, .3750-24 UNF-3A
- 2004 SAE AS91601B-2004 БОЛТ@ МАШИНА — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ ШАЙБОЙ УДЛИНЕННАЯ@ ХВОСТОВИК PD@ ЧЕРНЫЙ ОКИС@ СТАЛЬ@ UNS G87400@ 125 KSI MIN@ .3750-24 UNF-3A
- 2003 SAE AS91601A-2003 БОЛТ@ МАШИННАЯ СТАЛЬ@ ГОЛОВКА 12 ТОЧЕК .375-24@ ЧЕРНЫЙ ОКИСД
- 1999 SAE AS91601-1999 Болт@ Машинная сталь@ 12-гранная головка .375-24@ Черный оксид