SAE AS3623A-2020
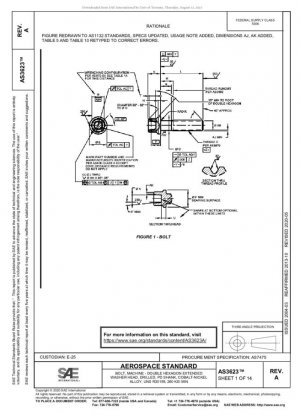
БОЛТ, МАШИННЫЙ — УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ ШАЙБОЙ, С ПРОВЕРЛЕНИЕМ, ХВОСТОВИК PD, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, 260 KSI МИН.
- Стандартный №
- SAE AS3623A-2020
- Дата публикации
- 2020
- Разместил
- Society of Automotive Engineers (SAE)
- состояние
- быть заменен
- SAE AS3623B-2024
- Последняя версия
- SAE AS3623B-2024
- сфера применения
-
AS3623A — это техническая интерпретация стандарта AS3623A для авиационных болтов, опубликованного SAE International. Он устанавливает технические требования к болтам из кобальт-никелевого сплава с головками с удлинённой шестигранной шайбой, сверлеными хвостовиками и стержнями PD. Этот стандарт, пересмотренный и выпущенный в мае 2020 года, заменяет первоначальное издание 2004 года и утверждённое издание 2013 года, отражая новейшие разработки в области технологий авиационного крепежа.
Основные технические требования стандарта
Технические параметры Требования стандартов Методы испытаний Применимая среда Характеристики материалов AMS 5842 (UNS R30159) Анализ состава Высокотемпературная коррозионная среда Прочность на растяжение ≥260 кфунтов на кв. дюйм (1793 МПа) Испытание механических свойств Высоконапряженная конструкция Соединение Шероховатость поверхности 125 мкдюймов Ra (3,2 мкм) ASME B46.1 Все поверхности Пентанометрический контроль ASTM E1417/E1417M Флуоресцентный проникающий раствор Полный контроль дефектов поверхности
Анализ особенностей конструкции
Болты, определенные в этом стандарте, имеют уникальную конструкцию с двойной шестигранной удлиненной головкой шайбы, обеспечивающую большую несущую площадь и отличную защиту от ослабления производительность. Конструкция хвостовика PD (гладкий диаметр хвостовика) гарантирует, что диаметр хвостовика больше наружного диаметра резьбы, что повышает усталостную прочность.
Система основных параметров размеров
Стандарт устанавливает полную размерную систему посредством системы нумерации тире: первый тире представляет номинальный диаметр (-3 до -16 соответствует 0,1900-1,0000 дюйма), а второй тире представляет длину (в единицах 1/16 дюйма). Эта система кодирования облегчает идентификацию и управление.
Требования к эксплуатационным характеристикам материала
Кобальт-никелевый сплав UNS R30159 обладает превосходной высокотемпературной прочностью, стойкостью к окислению и коррозионной стойкостью, что делает его особенно подходящим для авиационных двигателей и высокотемпературных конструкционных деталей. Материал должен соответствовать спецификациям AMS 5842, чтобы гарантировать высокую прочность в средах выше 650 °C.
Сравнение механических свойств
Показатели производительности Требования AS3623 Обычная легированная сталь Диапазон улучшения Прочность на растяжение ≥260 KSI 160-180 KSI 45-60% Высокая температурная прочность Коэффициент сохранения>85% <50% Выше 70% Усталостная долговечность 10^7 циклов 10^6 циклов 10-кратное улучшение
Требования к контролю качества и инспекции
Стандарт предписывает комплексные меры по обеспечению качества: флуоресцентный контроль проводится в соответствии с ASTM E1417, текстура поверхности соответствует символике ASME Y14.36M и требованиям ASME B46.1, а все острые кромки скошены до 0,003–0,015 дюйма.
Ключевые моменты размерного контроля
Для обеспечения взаимозаменяемости принят стандарт размеров и допусков ANSI Y14.5-1982. Для деталей с длиной стержня ≤ 1,5 диаметра, база данных резьбы PD Z заменяет базу данных Y. Это специальное требование сформулировано для характеристик установки коротких болтов.
Развитие стандарта и обновления технологий
Основные обновления издания 2020 года включают: перерисовку чертежей в соответствии с AS1132, обновление спецификаций, дополнительные инструкции по применению, добавление размеров AJ и AK, а также повторный ввод таблиц 5 и 10 для исправления ошибок. Эти обновления отражают развитие технологий авиационного производства и накопление практического опыта применения.
Влияние изменения версии
Год версии Основные изменения Техническое влияние Рекомендации по применению Первоначальное издание 2004 г. Установление основных спецификаций Закладка технической основы Постепенный отказ Подтверждение 2013 г. Техническое подтверждение Проверка надежности Переходное использование Редакция 2020 г. Улучшение деталей Требования Улучшение согласованности Приоритетное принятие
Рекомендации по применению
При использовании болтов AS3623A в аэрокосмической промышленности обратите особое внимание на следующие ключевые моменты: Закупки должны строго соответствовать спецификации закупок AS7475. Стандартные продукты, соответствующие предыдущим редакциям, могут продолжать использоваться до тех пор, пока запасы не будут исчерпаны, но новые конструкции должны иметь приоритет над редакцией 2020 года.
Характеристики установки и использования
Для установки головки с двойным шестигранником требуется использование специального ключа с двойным шестигранником для обеспечения равномерного распределения крутящего момента. Конструкция с буровым хвостовиком подходит для композитных конструкций, но скорость подачи сверления должна контролироваться, чтобы избежать расслоения материала.
Техническое обслуживание и замена
Во время технического обслуживания проверяйте удлинение болтов на наличие изменений; замена требуется, если длина болта превышает 3% от первоначальной. Болты, используемые в условиях высоких температур, должны регулярно проходить капиллярный контроль для выявления трещин термической усталости.
Примечания по внедрению стандарта
При внедрении стандарта AS3623A должна быть создана полная система прослеживаемости качества, включая сертификаты материалов, записи о термообработке, отчеты об испытаниях и т. д. В частности, необходимо отметить, что неназначенные номера деталей не должны использоваться во избежание путаницы и неправильного использования.
Для особых условий применения, таких как компоненты горячего конца двигателя, рекомендуется добавлять испытания на высокотемпературную долговечность, чтобы гарантировать надежность болтов при длительной эксплуатации в условиях высоких температур. В то же время следует учитывать совместимость с материалами соединений, чтобы избежать электрохимической коррозии.
Полное внедрение этого стандарта значительно повысит надежность и безопасность систем авиационной связи и обеспечит высокие технические гарантии для аэрокосмической отрасли.
SAE AS3623A-2020 Ссылочный документ
- ASME B46.1 Текстура поверхности (шероховатость поверхности, волнистость и слой) (- 2009 г.)
- ASME Y14.36M Символы текстуры поверхности — метрическая версия
- ASTM E1417 Стандартная практика проведения капиллярного контроля
SAE AS3623A-2020 История
- 2024 SAE AS3623B-2024 БОЛТ, МАШИННЫЙ — УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ ШАЙБОЙ, С ПРОВЕРЛЕНИЕМ, ХВОСТОВИК PD, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, 260 KSI МИН.
- 2020 SAE AS3623A-2020 БОЛТ, МАШИННЫЙ — УДЛИНЕННАЯ ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ ШАЙБОЙ, С ПРОВЕРЛЕНИЕМ, ХВОСТОВИК PD, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, 260 KSI МИН.
- 2013 SAE AS3623-2013 БОЛТ, МАШИННЫЙ – ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, С СВЕРЛЕНИЕМ, ХВОСТОВИК PD, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, 260 KSI МИН.
- 2004 SAE AS3623-2004 БОЛТ, МАШИННЫЙ — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, С СВЕРЛАМИ, ХВОСТОВИК PD, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, МИН. ЛИСТ 260 KSI 1 ИЗ 14 FSC 5306