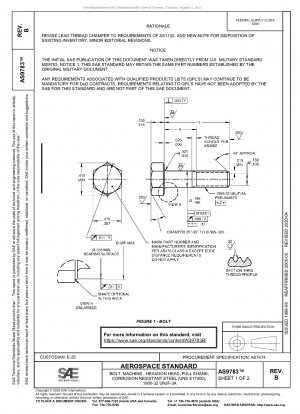
SAE AS9783B-2020
БОЛТ МАШИННЫЙ - С ШЕСТИГРАННОЙ ГОЛОВКОЙ, ПОЛНЫЙ ХВОСТОВИК, КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ (UNS S17400), .1900-32 UNJF-3A
- Стандартный №
- SAE AS9783B-2020
- Дата публикации
- 2020
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS9783B-2020
- сфера применения
-
Анализ технической структуры стандарта AS9783B
AS9783B — это стандарт для болтов аэрокосмической промышленности, разработанный SAE International. Он устанавливает технические требования к шестигранным головкам болтов с полным стержнем, изготовленных из коррозионно-стойкой стали UNS S17400. Этот стандарт, основанный на военном стандарте США MS9783, был впервые опубликован в 1999 году, утвержден в 2005 году и пересмотрен в 2020 году. В настоящее время действуют технические требования редакции B.
Технические требования к материалам и анализ характеристик
Стандарт четко определяет, что материал болта должен соответствовать спецификации AMS5643 и иметь химический состав, эквивалентный UNS S17400 (нержавеющая сталь 17-4PH). Эта дисперсионно-твердеющая нержавеющая сталь обладает превосходными комплексными свойствами:
Показатели производительности Технические требования Стандарты испытаний Значение применения Прочность на растяжение ≥1350 МПа ASTM E8 Обеспечивает надежность крепежа при экстремальных нагрузках Предел текучести ≥1170 МПа ASTM E8 Предотвращает пластическую деформацию и сохраняет предварительную нагрузку Удлинение ≥10% ASTM E8 Обеспечивает достаточный запас прочности Твердость HRC 38-45 ASTM E18 Сбалансированная прочность и обрабатываемость Стойкость к коррозии Проходит испытание в солевом тумане ASTM B117 Подходит для жестких условий аэрокосмической промышленности Термическая обработка материала требует обработки на твердый раствор с последующим упрочнением старением для обеспечения оптимального баланса прочности и вязкости. Флуоресцентный капиллярный контроль проводится в соответствии со стандартом ASTM E1417/E1417M с уровнем чувствительности не ниже уровня 2, чтобы гарантировать отсутствие поверхностных трещин.
Точность резьбы и контроль геометрических размеров
Стандарт принимает спецификацию резьбы UNJF-3A, которая представляет собой серию мелкой резьбы, специально используемую в аэрокосмической промышленности, с более высокой усталостной прочностью и точностью контроля предварительного натяга:
Размерные параметры Требования к допускам Метод измерения Ключевые точки контроля качества Наружный диаметр резьбы 0,1900-0,1890 дюйма Кольцевой калибр резьбы Обеспечение взаимозаменяемости Точность шага ±0,0003 дюйма Оптический компаратор Влияние постоянства предварительного натяга Угол профиля резьбы 60°±1° Проектор Обеспечение равномерного распределения напряжений Накопленная погрешность шага ≤0,0005 дюйма/дюйм Трехкоординатное измерение Предотвращение помех при сборке Угол шага резьбы строго контролируется в соответствии с требованиями AS1132, а радиус галтели под головкой и прямолинейность стержня строго указаны для обеспечения усталостной долговечности, соответствующей требованиям авиационных применений.
Серия размеров и параметры веса
Стандарт предоставляет полную серию размеров из 35 спецификаций от MS9783-11 до MS9783-45 с длиной от 0,802 дюйма до 3,885 дюйма и соответствующей толщиной головки (размер K) от 0,122 дюйма до 3,245 дюйма:
Серия спецификаций Диапазон длин (L) Толщина головки (K) Вес единицы (фунты/100 штук) Сценарии применения Короткая серия (11-15) 0,802–1,072 дюйма 0,122–0,432 дюйма 1,06–1,25 Ограниченные по пространству области Средняя серия (16–28) 1,115–1,885 дюйма 0,435–1,245 дюйма 1,30–1,88 Общие структурные соединения Длинная серия (29–45) 1,928–3,885 дюйма 1,248–3,245 дюйма 1,93-3,44 Длиннопролетные соединения Специальное примечание: для коротких болтов размером MS9783-11 – MS9783-15 база данных Z (диаметр шага резьбы) заменяет базу данных Y. Это связано с тем, что их меньшая длина упрощает использование другой системы баз данных для контроля качества.
Требования к обработке поверхности и геометрическим допускам
Стандарт предъявляет строгие требования к качеству поверхности: если не указано иное, все поверхности должны иметь шероховатость 125 микродюймов Ra (приблизительно 3,2 мкм), за исключением высаженной области головки. Обработка кромок требует разрушения острых кромок от 0,003 до 0,015 дюйма для предотвращения концентрации напряжений.
Размеры и допуски соответствуют ANSI Y14.5M-1982 (публикация ASME) с использованием метода проекции третьего угла. Символы текстуры поверхности соответствуют ASME Y14.36M, а конкретные требования — ASME B46.1.
Анализ развития стандарта и технических изменений
Основные технические изменения в редакции B 2020 года включают: соответствие требованиям к углу подъема резьбы с AS1132, добавление инструкций по обращению с запасами и незначительные редакционные правки. Это демонстрирует непрерывную оптимизацию стандарта для адаптации к современным производственным технологиям.
Обратите внимание, что в настоящем стандарте SAE могут быть сохранены те же номера деталей, установленные исходным военным документом. Любые требования, связанные со списком квалифицированных продуктов (QPL), могут по-прежнему быть обязательными для контрактов Министерства обороны, но эти требования QPL не были приняты SAE и не являются частью этого документа SAE.
Рекомендации по внедрению и точки контроля качества
При внедрении производства и использования авиационных болтов на основе стандарта AS9783B рекомендуется сосредоточиться на следующих аспектах контроля качества:
Сертификация материала: необходимо получить сертификацию материала AMS5643, и каждая партия материала должна пройти анализ химического состава и испытание механических свойств для обеспечения полного соответствия требованиям UNS S17400.
Контроль производственного процесса: процесс холодной высадки требует точного контроля конструкции и деформации пресс-формы, а процесс термообработки должен строго следовать кривой процесса твердого раствора + старения, чтобы гарантировать, что механические свойства соответствуют стандартам.
Требования к испытаниям: 100% флуоресцентный капиллярный контроль проводится в соответствии с ASTM E1417/E1417M Тип 1, уровень чувствительности 2. Точность резьбы должна быть проверена с использованием калиброванного калибра класса UNJF-3A.
Обработка поверхности: Шероховатость поверхности контролируется ниже 125 мкдюймов Ra, а фаски кромок составляют 0,003–0,015 дюйма. Эти данные напрямую влияют на усталостные характеристики болта.
Управление документами: Обратите внимание на использование идентификаторов редакций. Полоса изменений (l) в левом поле используется, чтобы помочь пользователям найти области, где были внесены технические изменения в предыдущую версию. Символ (R) слева от названия документа указывает на полную редакцию документа.
Во время внедрения особое внимание следует уделять следующему: Не используйте неназначенные номера деталей. Согласно примечанию 9 к стандарту, детали, изготовленные по предыдущим версиям применимых чертежей или спецификаций, могут быть приобретены и использованы до исчерпания запасов, что обеспечивает гибкость для переходного использования существующих запасов.
Случаи применения и предотвращение отказов
Болты AS9783B успешно использовались в основных несущих соединениях определенной конструкции соединения крыла коммерческого самолета. Благодаря строго контролируемому процессу сборки с углом затяжки была достигнута точность предварительной нагрузки ±5%, что значительно повысило надежность соединения.
Опыт показал, что наиболее распространенными видами отказов являются заедание резьбы и усталостное разрушение. Профилактические меры включают использование специальной авиационной смазки для резьбы, строгий контроль крутящего момента сборки, проведение регулярных неразрушающих испытаний и создание комплексной системы отслеживания использования болтов.
Особенно при эксплуатации в коррозионных средах необходимо регулярно проверять состояние поверхности болтов и при необходимости заменять их. Для обеспечения безопасности полётов рекомендуется разработать план профилактической замены, основанный на налёте.
SAE AS9783B-2020 Ссылочный документ
- ASME B46.1 Текстура поверхности (шероховатость поверхности, волнистость и слой) (- 2009 г.)
- ASME Y14.36M Символы текстуры поверхности — метрическая версия
- ASME Y14.5M-1982 Размеры и допуски
- ASTM E1 Стандартные спецификации для термометров ASTM
SAE AS9783B-2020 История
- 2020 SAE AS9783B-2020 БОЛТ МАШИННЫЙ - С ШЕСТИГРАННОЙ ГОЛОВКОЙ, ПОЛНЫЙ ХВОСТОВИК, КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ (UNS S17400), .1900-32 UNJF-3A
- 2014 SAE AS9783A-2014 БОЛТ МАШИННЫЙ - С ШЕСТИГРАННОЙ ГОЛОВКОЙ, ПОЛНЫЙ ХВОСТОВИК, КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ (UNS S17400), .1900-32 UNJF-3A
- 2005 SAE AS9783-2005 БОЛТ СТАНОЧНЫЙ - С ШЕСТИГРАННОЙ ГОЛОВКОЙ, ПОЛНЫМ ХВОСТОВИКОМ, AMS 5643, .190-32 UNJF-3A
- 1999 SAE AS9783-1999 Болт машинный — с шестигранной головкой, полный хвостовик, AMS 5643, .190-32 UNJF-3A FSC 5306