SAE AS3272A-2018
ГАЙКА - САМОКОНТРЯЩАЯСЯ, ЗАЖИМНАЯ, ЗУБЧАТЫЙ ХВОСТОВИК, 700 °F, С СУХИМ ПЛЕНОЧНЫМ ПОКРЫТИЕМ, UNS S66286, РЕЗЬБА UNJ
- Стандартный №
- SAE AS3272A-2018
- Дата публикации
- 2018
- Разместил
- Society of Automotive Engineers (SAE)
- состояние
- быть заменен
- SAE AS3272B-2024
- Последняя версия
- SAE AS3272B-2024
- сфера применения
-
AS3272A — это специализированный стандарт, выпущенный SAE International для самостопорящихся гаек с рифленым стержнем, устанавливаемых под пресс, для аэрокосмической техники. Последняя редакция была утверждена в ноябре 2018 года. Этот стандарт определяет технические требования к самостопорящимся гайкам, устанавливаемым под пресс, используемым в условиях высоких температур до 700 °F (229 °C). Эти гайки изготавливаются из жаропрочной и коррозионностойкой стали UNS S66286 и имеют сухое пленочное покрытие.
Технические требования к материалам и процессам
Параметры производительности Технические требования Стандарты испытаний Характеристики материалов AMS5731 или AMS5734 (UNS S66286) SAE AS3272A Требования к твёрдости 29-39 HRC ASTM E18 Покрытие поверхности Сухое плёночное покрытие MIL-PRF-81329 Военные спецификации Пенетрант испытания ASTM E1417 Флуоресцентная дефектоскопия AS3071 Критерии приемки Контроль точности размеров и допусков
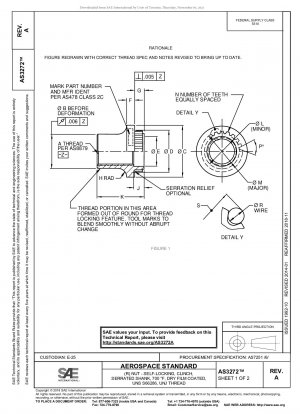
Стандарт определяет четыре размера резьбы: .1900-32UNJF-3B, .2500-28UNJF-3B, .3125-24UNJF-3B и .3750-24UNJF-3B. Каждый размер имеет строгие требования к допускам размеров, например, допуск внешнего диаметра контролируется в пределах ±0,004 дюйма, чтобы обеспечить взаимозаменяемость и надежность при сборке в аэрокосмической отрасли.
Требования к характеристикам крутящего момента
Характеристики резьбы Минимальный выходной крутящий момент (фунт-сила-дюйм) Применение .1900-32 120 Авионика .2500-28 375 Аксессуары двигателя .3125-24 600 Конструктивные соединения .3750-24 800 Основные несущие конструкции Требования к подготовке и контролю поверхности
Стандарт определяет требования к шероховатости поверхности: 63 микродюйма Ra для резьбовых поверхностей, 250 микродюйма Ra для зубцов и 125 микродюйма Ra для других поверхностей. Все острые края должны быть скошены на 0,003–0,015 дюйма, чтобы гарантировать, что сопрягаемые детали не будут повреждены во время сборки.
Испытание на возможность повторного использования при высоких температурах
Согласно стандарту, испытание на возможность повторного использования при высоких температурах должно проводиться в течение 25 полных циклов. Перед каждой сборкой все трущиеся поверхности должны быть смазаны графито-вазелиновой противозадирной резьбовой смазкой AMS2518 для обеспечения надежной работы в условиях высоких температур.
Рекомендации и соображения по внедрению
При внедрении стандарта AS3272A особое внимание следует уделить следующему: спецификации закупки должны соответствовать требованиям AS7251; испытание крутящего момента должно проводиться в контрольных отверстиях, соответствующих AS4389; проверка должна проводиться с использованием испытательных пластин AMS5732; Использование неназначенных номеров деталей строго запрещено.
Разработка настоящего стандарта обусловлена острой потребностью аэрокосмической промышленности в надежности крепежа в условиях высоких температур. Резьба UNS S66286 была выбрана благодаря своей превосходной прочности при высоких температурах и коррозионной стойкости, а резьба UNJ обеспечивает повышенную усталостную долговечность и противоотвинчиваемость.
Развитие технологий и разработка стандартов
Стандарт AS3272 был первоначально опубликован в октябре 1992 года. Он был пересмотрен в январе 2014 года и подтвержден в ноябре 2018 года. Его техническое содержание постоянно совершенствуется. В последней версии обновлены спецификации резьбы и аннотации для обеспечения синхронизации стандартов и технологического развития.
Настоящий стандарт образует полную техническую систему вместе со смежными стандартами, такими как стандарт резьбы AS8879 и спецификация отверстий AS4389, предоставляя комплексное техническое руководство по проектированию, производству и контролю крепежа для аэрокосмической промышленности.
SAE AS3272A-2018 Ссылочный документ
- ANSI/ASME B46.1 Текстура поверхности, шероховатость поверхности, волнистость и слой*, 2026-03-25 Обновление
- ASTM E1417 Стандартная практика проведения капиллярного контроля
SAE AS3272A-2018 История
- 2024 SAE AS3272B-2024 ГАЙКА — САМОКОНТРЯЩАЯСЯ, ЗАЖИМНАЯ, ЗУБЧАТЫЙ ХВОСТОВИК, 700 °F, С СУХИМ ПЛЕНОЧНЫМ ПОКРЫТИЕМ, UNS S66286, РЕЗЬБА UNJ
- 2018 SAE AS3272A-2018 ГАЙКА - САМОКОНТРЯЩАЯСЯ, ЗАЖИМНАЯ, ЗУБЧАТЫЙ ХВОСТОВИК, 700 °F, С СУХИМ ПЛЕНОЧНЫМ ПОКРЫТИЕМ, UNS S66286, РЕЗЬБА UNJ
- 2014 SAE AS3272A-2014 ГАЙКА - САМОКОНТРЯЩАЯСЯ, ЗАЖИМНАЯ, ЗУБЧАТЫЙ ХВОСТОВИК, 700 °F, С СУХИМ ПЛЕНОЧНЫМ ПОКРЫТИЕМ, UNS S66286, РЕЗЬБА UNJ
- 2004 SAE AS3272-2004 ГАЙКА - САМОКОНТРЯЩАЯСЯ, ЗАЖИМНАЯ, ЗУБЧАТЫЙ ХВОСТОВИК, 700 °F, С СУХИМ ПЛЕНОЧНЫМ ПОКРЫТИЕМ, UNS S66286, РЕЗЬБА UNJ
- 1992 SAE AS3272-1992 ГАЙКА - САМОКОНТРЯЩАЯСЯ, ЗАЖИМНАЯ, ЗУБЧАТЫЙ ХВОСТОВИК, 700 ГРАДУСОВ F, С СУХИМ ПЛЕНОЧНЫМ ПОКРЫТИЕМ, UNS S66286, РЕЗЬБА UNJ FSC 5310
- 1950 SAE AS3272-2-1950 AS3272 Соединительная контргайка — топливный фильтр. Тип «Б»