SAE AS3252E-2020
БОЛТ, МАШИННЫЙ — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННИКАМИ, С УДЛИНЕННОЙ ШАЙБОЙ, С СВЕРЛЕНИЕМ, ХВОСТОВИК PD, ПОСЕРЕБРЕННЫЙ, НИКЕЛЕВЫЙ СПЛАВ, UNS N07718, 185 KSI MIN, .3125-24 UNJF-3A
- Стандартный №
- SAE AS3252E-2020
- Дата публикации
- 2020
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS3252E-2020
- сфера применения
-
Анализ основных технических требований стандарта AS3252E
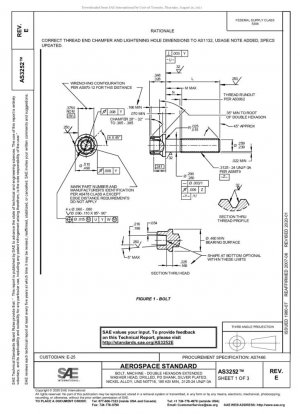
Стандарт AS3252E определяет производственные требования к болтам с удлиненной головкой и двойным шестигранником для применения в аэрокосмической промышленности. Эти болты изготовлены из никелевого сплава UNS N07718, имеют минимальную прочность на разрыв 185 ksi и размер резьбы .3125-24 UNJF-3A. Стандарт последний раз пересматривался в январе 2020 года и поддерживается комитетом SAE E-25.
Свойства материала и требования к обработке
Материал болта должен соответствовать никелевому сплаву UNS N07718, указанному в AMS5662, который обеспечивает превосходную коррозионную стойкость и высокотемпературные характеристики. Поверхностная обработка предполагает нанесение серебряного покрытия толщиной 0,0002–0,0006 дюйма на диаметр резьбы. Все размеры указаны в состоянии после нанесения покрытия. Перед нанесением покрытия требуется проведение флуоресцентного капиллярного испытания в соответствии с требованиями ASTM E1417/E1417M Тип 1, уровень чувствительности 2.
Параметры производительности Технические требования Стандарты испытаний Состав материала Никелевый сплав UNS N07718 AMS5662 Прочность на разрыв ≥185ksi ASTM E8 Толщина серебряного покрытия 0,0002-0,0006 дюймы AMS2411 Шероховатость поверхности 125 мкдюймов Ra ASME B46.1 Система геометрических размеров и допусков
Этот стандарт определяет 57 размеров болтов, от AS3252-04 до AS3252-60, с длиной от 0,490–0,510 дюйма до 5,990–6,010 дюйма. Все размеры и допуски соответствуют ANSI Y14.5M-1982 и выражены с использованием проекции третьего угла.
Ключевые геометрические характеристики включают в себя двойную шестигранную головку, соответствующую требованиям конфигурации затяжки гаечного ключа AS870-12, точность резьбы UNJF-3A, конструкцию полированного хвостовика PD (диаметр шага), облегчающее отверстие и фаску 28°-32° на головке.
Характеристики резьбы
Резьба .3125-24 UNJF-3A соответствует Единому национальному стандарту мелкой резьбы. Класс 3A обозначает высокоточный класс для наружных резьб. Накатка резьбы должна соответствовать AS3062 с максимальной конусностью 5° на конце резьбы. Резьба UNJF имеет больший радиус галтели впадины, чем стандартная резьба UNF, что увеличивает усталостную долговечность и делает ее особенно подходящей для сред с высокой вибрацией в аэрокосмической промышленности. Стандарт требует, чтобы все острые кромки были скошены на 0,003–0,015 дюйма, а символы текстуры поверхности должны быть маркированы в соответствии с ASME Y14.36M. Идентификация производителя и маркировка номера детали должны соответствовать AS478 Класс A, но требования к расстоянию до кромки не применяются. Флуоресцентный контроль должен быть выполнен до нанесения покрытия, чтобы убедиться в отсутствии поверхностных дефектов на материале. Размерные проверки должны проводиться с использованием калиброванного измерительного оборудования, и все результаты измерений должны быть записаны и сохранены. Развитие стандарта и техническая база Стандарт AS3252 был первоначально опубликован в июле 1980 года, подтвержден в июне 2007 года и пересмотрен в третий раз в январе 2020 года. Эта редакция в первую очередь обновляет фаску конца резьбы и уменьшенные размеры отверстия в соответствии со стандартом AS1132, добавляет инструкции по применению и обновляет соответствующие ссылки на спецификации.
Дальнейшее развитие стандарта отражает растущие требования аэрокосмической промышленности к надежности крепежа, особенно в условиях высоких температур и высоких напряжений.
Рекомендации по применению
При выборе болтов AS3252E рекомендуется сосредоточиться на следующем: во-первых, убедиться, что рабочая температура находится в пределах применимого диапазона для материала N07718; во-вторых, проверить, что толщина серебряного покрытия соответствует требованиям по проводимости и противозадирной защите; и, наконец, убедиться, что момент затяжки при установке соответствует требованиям к ключу для двухгранной головки.
Для критически важных несущих нагрузку зон рекомендуется проводить выборочные испытания партии, в частности, для испытаний на усталость и коррозионную стойкость под напряжением. Управление запасами должно гарантировать, что продукты разных версий не будут смешиваться, если только специально не указано, что разрешено использование более старых версий.
Во время внедрения должна быть создана комплексная система прослеживаемости, включая сертификаты материалов, записи о термообработке, отчеты об испытаниях покрытий и записи о выходной проверке, чтобы гарантировать соответствие требованиям системы менеджмента качества AS9100.
SAE AS3252E-2020 История
- 2020 SAE AS3252E-2020 БОЛТ, МАШИННЫЙ — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННИКАМИ, С УДЛИНЕННОЙ ШАЙБОЙ, С СВЕРЛЕНИЕМ, ХВОСТОВИК PD, ПОСЕРЕБРЕННЫЙ, НИКЕЛЕВЫЙ СПЛАВ, UNS N07718, 185 KSI MIN, .3125-24 UNJF-3A
- 2013 SAE AS3252D-2013 Болт, головка с удлиненной шайбой с двойным шестигранником, просверленный, хвостовик PD, посеребренный, никелевый сплав, UNS N07718, 185 KSI MIN,.3125-24 UNJF-3A
- 2013 SAE AS3252C-2013 БОЛТ@ МАШИНА — ГОЛОВКА С ДВОЙНЫМ ШЕСТИГРАННИКОМ УДЛИНЕННАЯ ШАЙБА@ ПРОВЕРЛЕННАЯ@ ХВОСТОВИК PD@ ПОСЕРЕБРЕННАЯ@ НИКЕЛЕВЫЙ СПЛАВ@ UNS N07718@ 185 KSI MIN@ .3125-24 UNJF-3A
- 2007 SAE AS3252B-2007 БОЛТ, МАШИННЫЙ — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, ПРОВЕРЛЕННАЯ, ХВОСТОВИК PD, ПОСЕРЕБРЕННАЯ, CRES, UNS N07718, 185 KSI MIN, .3125-24 UNJF-3A
- 2002 SAE AS3252B-2002 (R) БОЛТ, МАШИННЫЙ - ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, С ПРОВЕРЛЕНИЕМ, ХВОСТОВИК PD, ПОСЕРЕБРЕННЫЙ, CRES, UNS N07718, 185 KSI MIN, .3125-24 UNJF-3A
- 1998 SAE AS3252A-1998 Болт @ Удлиненная машинная головка с двойной шестигранной шайбой @ Просверленный @ Хвостовик PD @ Посеребренный .3125-24 UNJF-3A
- 1980 SAE AS3252-1980 Болт@ Удлиненная шайба с двойной шестигранной головкой@ Просверленный@ Хвостовик PD@ Посеребренный@ .3125-24 UNJF-3A
- 1950 SAE AS3252-1-1950 AS3252 Сетка — фильтр топлива типа B