SAE AS3659A-2020
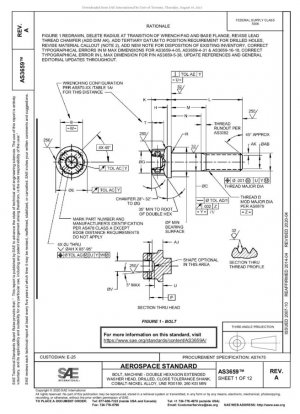
БОЛТ, МАШИННЫЙ — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, С СВЕРЛЕНИЕМ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, 260 KSI МИН.
- Стандартный №
- SAE AS3659A-2020
- Дата публикации
- 2020
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS3659A-2020
- сфера применения
-
Углубленный анализ технических характеристик стандарта AS3659A
AS3659A — это специальный стандарт для механических болтов, используемых в авиации, опубликованный SAE International. Он устанавливает требования к специальным крепежным элементам с удлинёнными головками в форме шайбы, сверлеными хвостовиками и конструкциями стержня с жёсткими допусками. Этот стандарт, пересмотренный и выпущенный в апреле 2020 года (третье издание), отражает новейшие технические требования к высокопрочным крепежным элементам в аэрокосмической промышленности.
Характеристики материалов
Стандарт определяет использование кобальт-никелевого сплава, соответствующего стандарту AMS5842 и имеющего состав, аналогичный UNS R30159. Этот сплав обладает превосходными механическими свойствами:
Параметры производительности Технические требования Стандарты испытаний Минимальная прочность на растяжение 260 KSI (1793 МПа) AS7475 Состав материала Кобальт-никелевый сплав (UNS R30159) AMS5842 Обработка поверхности 125 микродюймов Ra ASME B46.1 Неразрушающий контроль Флуоресцентный контроль ASTM E1417/E1417M Кобальт-никелевые сплавы демонстрируют превосходную стойкость к высоким температурам, коррозионную стойкость и усталостную прочность в аэрокосмической промышленности, что делает их особенно подходящими для таких критически важных компонентов, как двигатели и шасси.
Особенности конструкции
Двойная шестигранная удлиненная головка шайбы
Эта уникальная конструкция головки обеспечивает улучшенную площадь контакта ключа и возможность передачи крутящего момента, в то время как удлиненная конструкция шайбы создает большую несущую поверхность, эффективно снижая поверхностное давление.
Точность штока с жесткими допусками
Шток разработан с жесткими допусками для обеспечения точной посадки в соединительное отверстие:
Номинальный диаметр (дюймы) Допуск диаметра вала (дюймы) Класс посадки 0,1900 0,1885-0,1895 H6/g5 0,2500 0,2485-0,2495 H6/g5 1,0000 0,9985–0,9995 H6/g5 Технические требования к сверлению хвостовых отверстий
Стандарт определяет требования к точному позиционированию при сверлении отверстий, добавляет третью контрольную точку для обеспечения точности положения сверления и контролирует допуск диаметра отверстия в диапазоне 0,001–0,025 дюйма.
Система параметров размеров
Система нумерации деталей
Применена научная система нумерации: AS3659 - [код диаметра] - [код длины зажима]
Например: AS3659-4-14 означает: номинальный диаметр 0,2500 дюйма, минимальная длина зажима 0,8750 дюйма
Спецификация резьбы
Все используют модифицированную резьбу большого диаметра UNJF-3A, обеспечивая 11 спецификаций от 0,1900-32UNJF до 1,0000-12UNJF:
Код диаметра Номинальный диаметр (дюймы) Спецификация резьбы Модифицированный диапазон больших диаметров (дюймы) -3 0,1900 32UNJF-3A MOD 0,1840-0,1875 -16 1,0000 12UNJF-3A MOD 0,9886-0,9975
Требования к контролю качества
Контроль размеров
Все проверки размеров требуют использования высокоточного измерительного оборудования, такого как координатно-измерительные машины и оптические проекторы, чтобы гарантировать соответствие Стандарты размеров и допусков ANSI Y14.5-1982.
Обработка поверхности
Требования к шероховатости поверхности составляют 125 микродюймов Ra, фаска кромки 0,003–0,015 дюйма, все поверхности подлежат флуоресцентному проникающему контролю с уровнем чувствительности не ниже Уровня 2.
Сертификация материалов
Каждая партия материалов должна быть снабжена сертификатом сертификации материала в соответствии с AMS5842, включая анализ химического состава и отчеты об испытаниях механических свойств.
Технологическое развитие и обновления стандартов
Основные изменения издания 2020 года
- Перерисовать рисунок 1 и удалить радиус перехода между платформой ключа и базовым фланцем
- Изменить фаску ходовой резьбы и добавить размер AK
- Добавить третью базу для требования к положению сверления
- Изменить аннотацию к материалу (Примечание 2)
- Добавить новую аннотацию для утилизации существующих запасов
- Исправление типографских ошибок в аннотациях с несколькими размерами
История разработки стандарта
Версия Год выпуска Основные улучшения Начальная версия 2007-10 Создание базовой структуры спецификации Подтвержденная версия 2014-04 Оптимизация технических параметров Редакция A 2020-04 Комплексное техническое обновление
Рекомендации по внедрению приложений
Руководство по выбору конструкции
При выборе спецификаций болтов следует учитывать следующие факторы:
- Тип нагрузки: статическая нагрузка, динамическая нагрузка или ударная нагрузка
- Рабочая среда: температура, коррозионная среда, условия вибрации
- Пространство для установки: размер головки, требования к пространству для гаечного ключа
- Требования к техническому обслуживанию: обнаруживаемость, заменяемость
Характеристики крутящего момента при установке
Рекомендуемый крутящий момент при установке основан на прочности материала 260 кДж:
Диаметр болта (дюймы) Рекомендуемый крутящий момент (Н·м) Предварительная нагрузка (кН) 0,1900 5-7 8-12 0,5000 60-80 45-60 1,0000 300-400 180-240 Осмотр и техническое обслуживание
Рекомендуется проводить регулярные осмотры в процессе эксплуатации с помощью ультразвукового дефектоскопа, обращая особое внимание на усталостные трещины у основания резьбы и в зонах повышенных напряжений. Во время технического обслуживания следует использовать специальный динамометрический ключ для обеспечения правильного предварительного натяга.
Значение стандартизации и влияние на отрасль
Разработка и внедрение стандарта AS3659A оказали глубокое влияние на отрасль производства аэрокосмической техники:
- Повышение надежности: унифицированные технические характеристики обеспечивают единообразие и надежность крепежных деталей
- Стимулирование взаимозаменяемости: стандартизированная система размеров обеспечивает взаимозаменяемое использование продукции разных производителей
- Снижение затрат на техническое обслуживание: стандартизированные требования к осмотру и обслуживанию продлевают срок службы и снижают частоту технического обслуживания
- Стимулирование технологических инноваций: содействие разработке высокопрочных материалов и новых производственных процессов
В настоящее время этот стандарт широко используется в таких областях производства высокотехнологичного оборудования, как гражданская авиация, военные самолеты и космические аппараты, и стал важной технической основой для аэрокосмических крепежных деталей.
SAE AS3659A-2020 Ссылочный документ
- ASME B46.1 Текстура поверхности (шероховатость поверхности, волнистость и слой) (- 2009 г.)
- ASME Y14.36M Символы текстуры поверхности — метрическая версия
- ASTM E1 Стандартные спецификации для термометров ASTM
SAE AS3659A-2020 История
- 2020 SAE AS3659A-2020 БОЛТ, МАШИННЫЙ — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, С СВЕРЛЕНИЕМ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, 260 KSI МИН.
- 2014 SAE AS3659-2014 БОЛТ, МАШИННЫЙ — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, С СВЕРЛЕНИЕМ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, 260 KSI МИН.
- 2007 SAE AS3659-2007 БОЛТ, МАШИННЫЙ — ГОЛОВКА С ДВУМЯ ШЕСТИГРАННОЙ УДЛИНЕННОЙ ШАЙБОЙ, С СВЕРЛЕНИЕМ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, КОБАЛЬТО-НИКЕЛЕВЫЙ СПЛАВ, UNS R30159, 260 KSI МИН.