SAE AS9725-2019
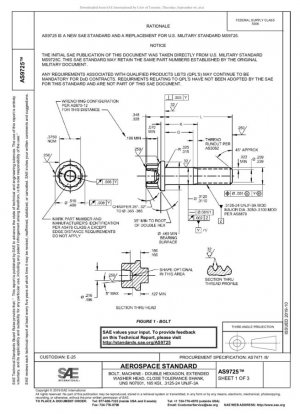
БОЛТ, МАШИННЫЙ - ДВОЙНОЙ ШЕСТИГРАННИК, УДЛИНЕННАЯ ГОЛОВКА С ШАЙБОЙ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, UNS N07001, 165 KSI, .3125-24 UNJF-3A
- Стандартный №
- SAE AS9725-2019
- Дата публикации
- 2019
- Разместил
- Society of Automotive Engineers (SAE)
- Последняя версия
- SAE AS9725-2019
- сфера применения
-
Анализ технической структуры стандарта AS9725
AS9725, последний стандарт для аэрокосмической отрасли, выпущенный SAE International, полностью заменяет военный стандарт США MS9725C, знаменуя собой значительный сдвиг в стандартизации авиационного крепежа от военных спецификаций к стандартам гражданской авиации. Этот стандарт устанавливает подробные технические требования к прецизионным болтам с двойной шестигранной головкой и шайбой, что делает их особенно подходящими для чувствительных к весу и высоконадежных соединений в аэрокосмической отрасли.
Свойства материала и требования к эксплуатационным характеристикам
Стандарт определяет, что болты должны быть изготовлены из сплава на основе никеля UNS N07001, соответствующего AMS5708. Это суперсплав, специально разработанный для высокотемпературных коррозионных сред. В его химическом составе содержится более 70% никеля, а также такие легирующие элементы, как хром, железо и алюминий, что обеспечивает превосходные механические свойства и стойкость к окислению даже в условиях высоких температур 650 °C.
Индекс производительности Технические требования Стандарты испытаний Значение применения Прочность на разрыв Минимум 165 KSI ASTM E8 Обеспечивает структурную целостность при экстремальных нагрузках Спецификация резьбы .3125-24 UNJF-3A ASME B1.15 Обеспечивает более высокую усталостную прочность и защиту от ослабления Шероховатость поверхности 125 микродюймов Ra ASME B46.1 Снижение концентрации напряжений и повышение усталостной долговечности Испытание проникновением ASTM E1417 Тип 1 Уровень 2 ASTM E1417/E1417M Обеспечение бездефектной поверхности
Анализ размерной системы и допусков
Стандарт предоставляет полный диапазон из 80 размеров, от MS9725-03 до MS9725-82, с длиной от 0,741 дюйма до 5,698 дюйма, чтобы удовлетворить потребности различной толщины соединений. Прецизионная конструкция допуска является отличительной чертой этого стандарта:
Допуск хвостовика контролируется в точном диапазоне 0,3125 дюйма, что обеспечивает посадку с натягом в соединительное отверстие. Конструкция головки с двойным шестигранником обеспечивает улучшенную контактную площадь ключа и эффективность передачи крутящего момента, что делает его особенно подходящим для монтажных сред с ограниченным пространством. Удлиненная конструкция головки шайбы увеличивает площадь опоры, эффективно снижая контактное напряжение на поверхности соединения.
Требования к контролю и контролю качества
Стандарт предъявляет строгие требования к контролю качества: Флуоресцентный контроль должен проводиться в соответствии с ASTM E1417 Тип 1 Уровень чувствительности 2, чтобы гарантировать отсутствие дефектов поверхности, таких как трещины. Все острые кромки должны иметь скосы 0,003-0,015 дюйма для предотвращения концентрации напряжений. Переходная область между головкой и хвостовиком должна быть холоднокатаной для обеспечения усталостной прочности и предотвращения деформации в области опоры головки.
Техническая эволюция от военного стандарта к стандарту SAE
Хотя стандарт AS9725 напрямую вытекает из военного стандарта MS9725C, он включает в себя значительные улучшения в техническом содержании и системе спецификаций: требование о списке квалифицированных продуктов (QPL) в военном стандарте было исключено, что позволяет стандарту больше сосредоточиться на технических характеристиках; были обновлены ссылочные стандарты, например, принят стандарт допусков размеров ASME Y14.5-2009; и были уточнены конкретные требования к стандартам испытаний третьей стороны.
Сравнительные параметры Военный стандарт MS9725C Стандарт AS9725 SAE Значение технологической эволюции Характер стандарта Обязательная военная спецификация Добровольный отраслевой стандарт Адаптация к требованиям рынка гражданской авиации Требования QPL Обязательный список квалифицированных продуктов Отмена обязательных требований QPL Снижение входного барьера и стимулирование конкуренции Стандарт Обновления Процесс пересмотра для военных нужд Пятилетний регулярный обзор SAE Обеспечение постоянного обновления технологий Интеллектуальная собственность Авторское право правительства Международное авторское право SAE Содействие глобальному техническому обмену
Рекомендации по внедрению и применению
При внедрении стандарта AS9725 в авиационное производство и техническое обслуживание особое внимание следует уделять следующим техническим моментам: Посадки резьбы должны использовать допуски UNJF-3A/3B для обеспечения качества зацепления резьбы и противооткручивающих свойств; крутящий момент при установке следует рассчитывать на основе конкретного сценария применения с учетом коэффициента трения материала и требований к предварительной нагрузке; и релаксация напряжений болтов должны регулярно проверяться, особенно в соединениях, используемых в условиях высоких температур.
Для организаций по техническому обслуживанию и поддержке рекомендуется создать специальную систему управления библиотекой стандартных деталей, строго закупая и управляя запасами в соответствии с номерами деталей MS9725-XX и избегая использования неназначенных номеров деталей. Также важно отметить, что хотя стандарт отменяет обязательное требование QPL, существующие требования QPL могут по-прежнему применяться к контрактным проектам Министерства обороны.
Перспективы развития технологий
С развитием аэрокосмической техники технология болтов, указанная в стандарте AS9725, также развивается: с точки зрения материалов разрабатываются сплавы на основе никеля с более высокими температурными характеристиками; с точки зрения производственных процессов для изготовления болтов для сложных конструкций начинает применяться технология аддитивного производства; а с точки зрения технологии испытаний цифровые методы неразрушающего контроля постепенно заменяют традиционные методы.
В будущих версиях может быть дополнительно оптимизирован размерный ряд, повышены требования к совместимости композитных материалов и внедрены концепции технического обслуживания, основанные на состоянии. Соответствующим компаниям рекомендуется внимательно следить за изменениями стандартов SAE, активно участвовать в процессе стандартизации и содействовать повышению уровня технологий авиационного крепежа в Китае.
SAE AS9725-2019 Ссылочный документ
- AS 7471 Австралийские железные дороги. Средства индивидуальной защиты. Минимальные требования.
- ASME B46.1 Текстура поверхности (шероховатость поверхности, волнистость и слой) (- 2009 г.)
- ASME Y14.36M Символы текстуры поверхности — метрическая версия
- ASME Y14.5-2009 Размеры и допуски*, 2026-03-25 Обновление
- ASTM E1417 Стандартная практика проведения капиллярного контроля
SAE AS9725-2019 История
- 2019 SAE AS9725-2019 БОЛТ, МАШИННЫЙ - ДВОЙНОЙ ШЕСТИГРАННИК, УДЛИНЕННАЯ ГОЛОВКА С ШАЙБОЙ, ХВОСТОВИК С ЖЕСТКИМ ДОПУСКОМ, UNS N07001, 165 KSI, .3125-24 UNJF-3A